

Iniciar sesión Unirse gratis








1 / 5
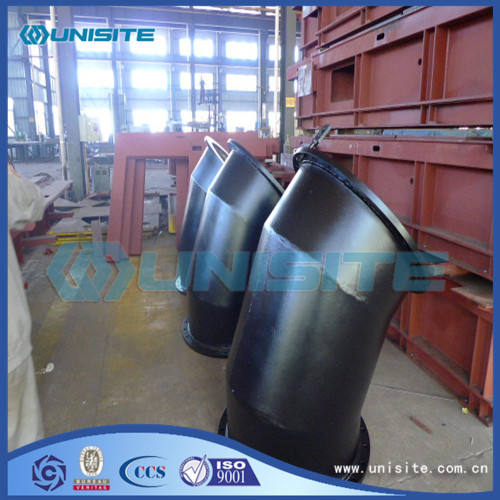
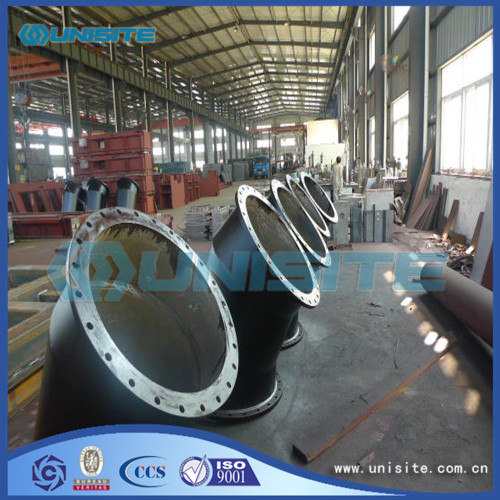
Tubo de acero caliente soldado
| Model No. : | USA-071 |
|---|---|
| Brand Name : | UniSite |
| Dimension : | As Per Drawing/order |
Ningbo, Zhejiang, China
- Fabricante
- Compañía de comercio
- Servicio OEM
- Certificación de plataforma










Descripción del Producto

Proceso de producción
Soldadura codo proceso de producción, si el radio largo del codo, primero debe seleccionar las especificaciones, presentar el material del tubo. Spread ratio, a través del cálculo teórico, la tasa de expansión general de 35% - 33%, y empujar de nuevo. Radio de 219 mm de diámetro de expansión general del 50%. Las materias primas seleccionadas, en el material de acuerdo con las especificaciones del codo, a continuación, considere el radio de curvatura, por ejemplo, el codo de 90 grados, por su curvatura puede averiguar cuántos materiales se pueden procesar con el codo de 90 °. Se puede calcular por cálculo teórico, y luego cortar con la longitud de la longitud. Finalmente, el sistema de empuje de material.
Usted puede haber visto la máquina, el real es muy simple. Es un mandril en forma de cuerno o mandril, el mandril se cambia de delgado a grueso, empujar el proceso es un proceso de expansión con la flexión. Detrás de una sección de tubo de soporte para penetrar material de mandril, uno detrás del bastidor de arco será mandril fijo. Hay un coche en el medio, parte del coche a través de la transmisión hidráulica, y algunos a través de la transmisión mecánica que atornillar, y luego empujar el coche hacia adelante. Empujando el tubo del coche a lo largo del mandril para ir hacia adelante, fuera del mandril tiene una bobina, el tubo de calefacción, el calentamiento es bueno, a continuación, el carro para empujar hacia abajo de la tubería y el procesamiento a. Después del empuje, el codo hasta el estado térmico de plástico. Debido a que algunos codo se maneja correctamente, se distorsionará, lo cual no está permitido. Además, después de que el empujador es generalmente un diámetro exterior del extremo delantero para ser remodelado por un molde plástico grande. El molde plástico es realmente una prensa, para tener un sistema del molde, arco de 2.5, arriba y abajo de cada uno. Después de conformar el diámetro exterior del producto acabado ha alcanzado los requisitos de tamaño.
El espesor de pared del material se controla por el espesor de pared. Las curvas y la tolerancia del espesor de pared de la tubería son las mismas, fueron + 12,5%. En el proceso de empuje de, en circunstancias normales, el espesor de la pared no debe cambiar, pero si debido a la razón de la herramienta, en algunos lugares se produce la reducción del fenómeno de la pared, se proporciona generalmente el material y el espesor de la pared más algunos subsidios, Codo es el grosor de la pared de 8,18 mm, generalmente se proporcionan alrededor de 8,5 mm de tubo, evitar que empuje el sistema debido al espesor reducido de locales y súper mal. Después de toda la forma, el diámetro exterior y el grosor de la pared del codo alcanzan el requerimiento. A continuación se muestra el proceso de acabado, después del tratamiento de granallado tiro, la superficie interna y la superficie exterior del codo de eliminación de óxido de hierro, los extremos de la ranura de procesamiento para la soldadura. Después de comprobar, jugar palabra de acero, pintura en aerosol, envases y otros procesos, puede dejar la fábrica. Por encima de 24 "siguientes en un tubo de acero sin costura como la materia prima, el método de procesamiento de codo, más de 24" después de que de más de 600 mm, el codo máximo entre 2,032 metros ~ 2,80 metros, está hecho de chapa de acero. La placa de acero según los requisitos del corte en el material, como moldeo de UOE, estampando la estampilla en una ronda. Hay dos mitades y luego se ensambla y se suelda. Debido a la existencia de la costura de soldadura, por lo que deberíamos realizar ensayos no destructivos. Debido a la existencia de esfuerzos de soldadura, se debe realizar el tratamiento térmico. Soldadura codo más de dos procesos: uno es la detección, uno es el tratamiento térmico. Otros programas iguales.
Doblar la tubería
Alta precisión, asegura el ángulo (+/- 0,1), longitud de la cuerda
Costes más bajos contra otras curvas
Corto construido
Fotos de nuestro tubo curvado en caliente de acero soldado




¿Cómo contactarnos?
Envíe su mensaje detalles en el siguiente, haga clic en "Enviar" Ahora!















Ningbo, Zhejiang, China
- Fabricante
- Compañía de comercio
- Servicio OEM
- Certificación de plataforma
Envíe su consulta a este proveedor